I began the assembly and upgrade of this car on the underbody by installing the brake components after drilling them with a #79 drill for piping to be added later. The kit provides plastic pins to attach the trucks and molded on pins on coupler pocket covers to attach them to coupler pockets. I use neither. I cut the molded on pins from the back of the coupler pocket covers and use the remaining spot to drill and tap a 2-56 hole for mounting with screws. Next the truck bolster kingpins were drilled and tapped for 2-56 screws. Kadee #148 “whisker” couplers were installed in the coupler pockets and Accurail #150, 2-56x3/16” screws were used to attach the covers. The Accurail trucks after slight modification, including removing the brake shoes, were installed with Athearn #99002, 2-56x1/4” round head screws. Next the kit provided car weight was attached with Permatex adhesive sealant clear RTV Silicone which weighted the car to 4 ounces. With these tasks complete, I glued the underbody to the car body.
 |
| Underbody complete to insert into car body |
I now turned my attention to the car body details. The first upgrade step was to carve off all the car molded on grab irons to be later replaced with wire ones. I followed this step by carving off all ladder rungs leaving only the ladder side rails. The carving was done with a Xacto number 5 handle with a number 17 Xacto blade ground to the shape I like for carving off molded on details. If you do not want to grind a blade, you could use a number 17 blade with only the corners rounded to prevent gouging; however, I believe a much better solution is to buy the micro knife handle #81067 and surgical blades #61, #81084 and #62, #81085 from MicroMark. I use these micro handles and blades to do final cleanup of carved off areas after using the Xacto blade.
 |
| Knives used for carving off molded on grab irons and ladder rungs (click on photos to enlarge) |
 |
| Ground tip like micro surgical blade |
 |
| Milling setup and jig using Dremel tool. |
After paint was dry, the milled running board was installed. New running board extension support brackets were made from Evergreen #8102, 1x2” strip styrene. I drilled new holes using a #79 drill to receive corner grab irons. The roof corner grab irons were bent ( see bending grab irons under labels on this blog) from Tichy Train Group (Tichy), #1101, .010” diameter phosphor bronze wire (PBW) and installed with Yarmouth Model Works etched eyebolts for corner legs. New wire grab irons were painted with Vallejo Mahogany Brown.

I continued the car body upgrade by drilling new holes using a #79 drill to receive grab irons on sides and ends and ladder rungs. The molded on rung fasteners on the molded on ladder side rails were used as a guide to drill holes next to them for wire ladder rungs. Ladder side rails were shortened to better match prototype photo. Next I bent straight grab irons from Tichy, #1101, .010” diameter PBW ( see bending grab irons under labels on this blog) and installed them. After install of straight grab irons was complete, I bent the ladder rungs which are straight grab irons installed for rungs between the ladder side rails. New straight grab irons were painted Vallejo Model Color Light Orange on sides and Mahogany Brown on ends. To complete the car body sides upgrade, the molded on sill steps were cut off and A-Line #29000, sill (stirrup) steps were installed and painted Vallejo Mahogany Brown.

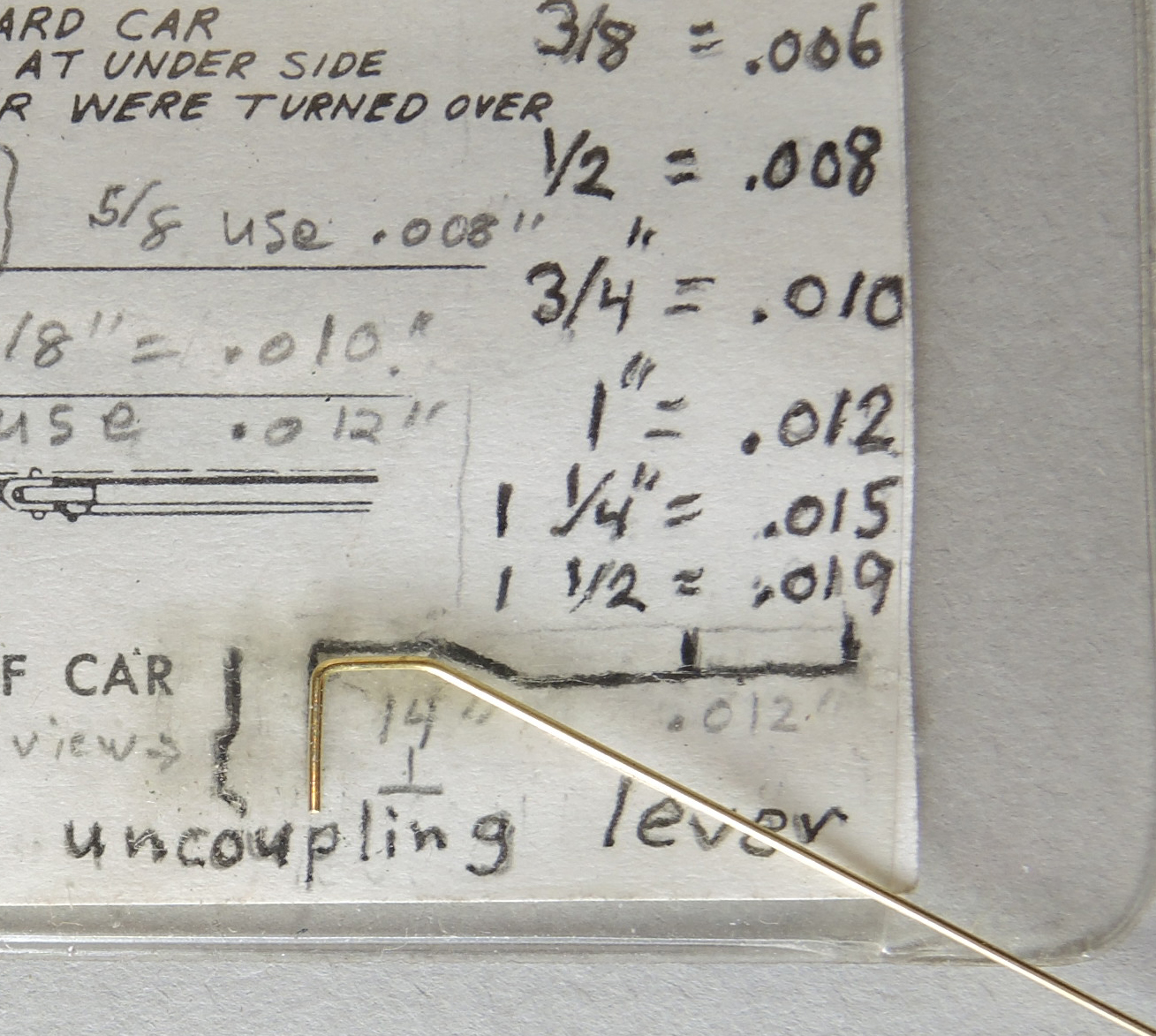
The “B” end upgrade was next. I began by cutting off the molded on bulge on the bottom of the brake step off. Brake step support brackets, Tichy brackets from set #3013, were installed. A Sunshine Models resin retainer valve from the parts box was installed followed by installing a retainer line and bracket made with Tichy #1100, .008” diameter PBW. The brake shaft step is molded with a filled in center rather than being open as it should be. To create an open brake shaft step I drilled the center of the step with a 2-56 drill and finished forming the opening with a broach and file. Maybe cutting it off and replacing it with a A-Line #29000, sill ( stirrup) step would have been easier. A brake shaft, Tichy #1102, .015” diameter PBW, substituted for the .020” diameter kit provided brake shaft, was installed. The brake shaft had a Tichy brake wheel, set #3013, mounted on it replacing the thicker kit provided one. A number #76 drill was used to drill a hole for brake shaft to go through in the lower portion of the brake shaft step prior to install. A brake shaft bracket was made with Tichy #1101, .010” diameter PBW and installed. Uncoupling levers bent from Tichy #1106, .0125” diameter PBW were installed with eyebolts I bent from .010” diameter brass wire ( for bending technique see uncoupling levers under labels on this blog). Again all new parts installed were painted with Vallejo Mahogany Brown.
 |
| Final cleanup still to be done |
With car body details added, I added underbody details. Piping from air reservoir to control valve, Tichy #1101, .010” diameter PBW and pipe from back of brake cylinder to control valve, Tichy #1106, .0125” diameter PBW wire were installed. Next a train line using 26 gauge, .018” diameter, floral wire was installed with couplings made with MEK Goop. The train line holes were drilled in bolsters and cross ties with a 4” drill made from .032” diameter piano wire. A dirt collector, Tichy Set #3013, was now installed connecting its molded on pipe to the train line with a connecting tee made from MEK Goop. Brake levers made from Evergreen #8108, 1x8” and #8106, 1x6” strip styrene were installed. Brake rodding, Tichy #1106, .0125” diameter PBW was connected to brake levers with half a Tichy #8021, turnbuckle. Chain between brake cylinder and rod is A-Line #29219, 40 links per inch. Underbody added details were painted Vallejo Model Color #70.862, Black Grey.
 |
| Ice bunker drains have not yet been added |
The final details added were the ice bunker drains. The drains, bent from .040” diameter 24 gauge floral wire, were installed and painted Mahogany Brown.
Upgrade was now complete except for decals. Time to add numbers to car sides and reporting marks and numbers to ends with decals in kit. First, Model Master 4638, Clear Gloss Acryl was applied to area were decals were to be applied. Once dry, decals were applied using MicroScale MicroSol. Decals were allowed to dry overnight before I sprayed the entire car body with Model Master 4636 Flat Clear Acryl rather than just coating the applied decal areas.
Wood refrigerator URTX 7567 is now in service serving customers of the Minneapolis & Northland Railroad Company.
 |
| Car out of paint shop on Dawkins siding |

 |
| Car weathered with Pan Pastels |
Thank You for taking time to read my blog. You can share a comment in the section below if you choose to do so. Please share the blog link with other model railroaders.
Lester Breuer